Recently we have been able to offer “roller burnishing” processing in our production program. Given the increasingly frequent demand from our customers, we have decided to delve into this topic. We have now delivered the 1st orders with this application, of course to the full satisfaction of our customer.
The main goal of roller burnishing is to achieve high-quality smooth surfaces or surfaces with pre-defined surface finish. One or more rollers or balls plastify and deform the workpiece’s surface layer. This process is used when the goal is to either achieve a high-quality surface finish or when a pre-defined surface finish cannot be achieved by machining. Please refer to VDI policy 2032, where also differences between roller burnishing and rolling are explained.
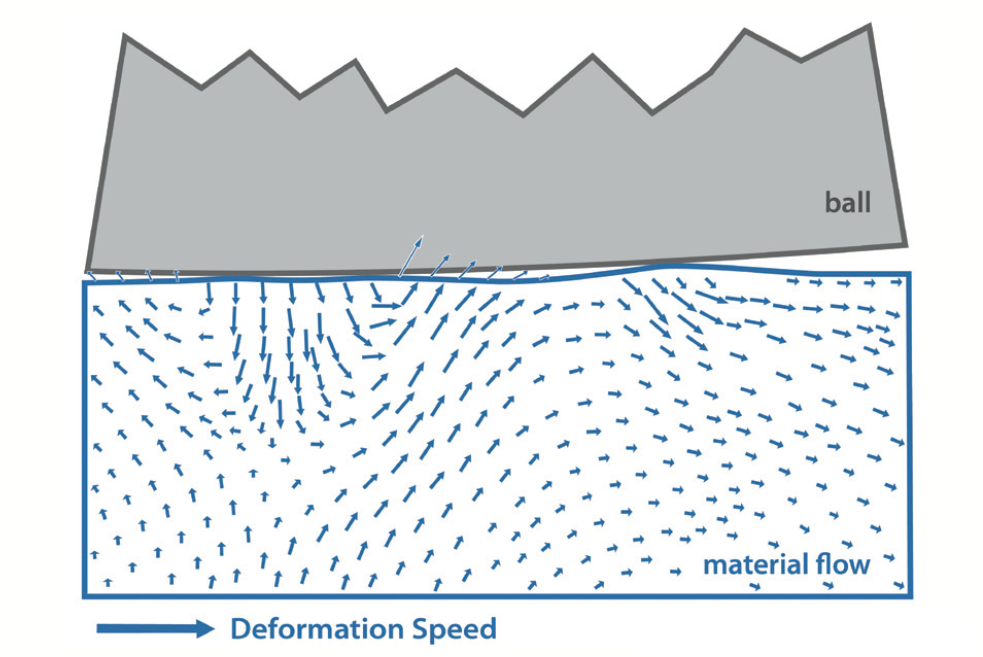
At the contact point, the burnishing force generates contact stresses in the material’s edge zone. If this stress is higher than the material’s yield strength, the material near the surface starts to flow. As the ball or roller moves across the workpiece surface, the surface’s peaks are pressed down, almost vertically, into the surface and the material then flows into the valleys between the peaks (Fig. 1). The resulting smooth surface occurs not because the peaks are bent into the surface (a widely held, but false assumption), but because the material flows, eliminating surface roughness.
Almost all processes for the manufacturing of high-quality surfaces can be replaced by roller burnishing (e.g. fine turning, grinding (superfinishing, lapgrinding, etc.), galling, honing, polishing, rubbing). This proven process entails considerable technological and economic advantages for surfaces in the roughness area Rz < 10 µm.
Do you want to know more? Don’t hesitate and call us with your questions!
(Picture’s below: Tie Bolt M110x6 x 670 in material 34CrNiMo6+QT)
Tie Bolt M110x6 x 670 in material 34CrNiMo6+QT

Tie Bolt M110x6 x 670 in material 34CrNiMo6+QT

Tie Bolt M110x6 x 670 in material 34CrNiMo6+QT

Tie Bolt M110x6 x 670 in material 34CrNiMo6+QT